1-805-484-2992
Quotes - Engineering - Sales

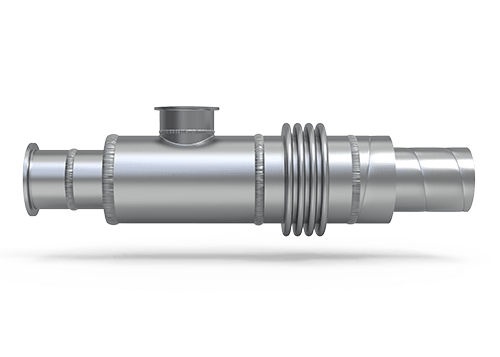
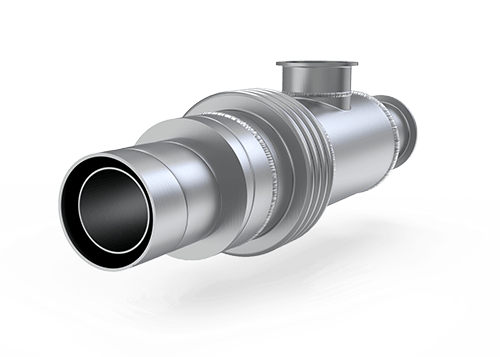
Tube-in-Tube
Tube-in-tube exchangers feature concentric tubes with product in the inner tube and service fluid in the annulus, providing true counter-flow and no cross-contamination risk. 3A, ASME BPE, and EHEDG compliant designs with polished surfaces (Ra = 0.8 µm or better) support full CIP/SIP, drainability, and sanitary integrity in demanding hygienic applications.
Engineered for superior heat transfer in viscous, particulate-laden, or sensitive products, these units excel in food, dairy, beverage, and pharmaceutical processing where hygiene, gentle handling, and thermal precision are critical.
Constructed from high-grade 316L stainless steel (or higher alloys), they deliver exceptional durability and cleanability. The compact, modular design suits space-constrained facilities while maintaining high performance and energy efficiency.
Our commitment to sanitary excellence ensures compliance with the strictest regulatory standards. Rely on consistent thermal control and product integrity with equipment designed specifically for your hygienic process needs.
- Multiple Designs: Monotube, multitube, hairpin, corrugated, dimpled, removable, and welded configurations.
- Available Capacities: From lab-scale to large production units, handling low to very high viscosity products.
- High Quality: 316L stainless steel, electropolished finishes, double tubesheets, and sanitary fittings.
- Efficiency: True counter-flow, enhanced surfaces, and optimized velocities for maximum heat transfer.
- Custom Fabrication Any length, diameter, tube geometry, or connection type with full 3A/ASME BPE compliance.
- Materials Superior corrosion resistance for acids, caustics, high-temperature processes, and aggressive CIP.
Sanitary:
Food, Dairy & Beverage
- 3A & EHEDG Compliant
- Polished & Drainable
- Full CIP/SIP Capability
Monotube / Hairpin:
Particulates & Viscous
- Large Particle Handling
- Easy Mechanical Cleaning
- Modular & Extendable

Multitube:
Higher Capacity Sanitary
- Multiple Inner Tubes
- Compact Footprint
- High Heat Transfer Rates

Tube-in-Tube Exchangers
Applications
The following is a list of typical processes that require tube-in-tube heat exchangers: product pasteurization, sterilization, aseptic cooling, viscous product heating/cooling, slurry processing, fruit/vegetable purees, dairy products, sauces, beverages, pharmaceutical intermediate cooling/heating, and high-hygiene heat recovery.
Sizes & Materials
Tube-in-tube units feature 3A, ASME BPE, and EHEDG compliant designs, sanitary polished 316L stainless steel (or higher), electropolished finishes, double tubesheets, and hygienic fittings. Inner tube diameters from 1" to 6"+, annular gaps optimized for velocity, lengths up to 20 ft per section, and modular configurations for virtually any duty. Enhanced surfaces (corrugated, dimpled) boost turbulence and cleanability in fouling or viscous services.
Available in monotube, multitube, hairpin, removable, and welded styles with full compliance to sanitary and pressure vessel codes. Custom lengths, connections, supports, and insulation packages ensure perfect integration in hygienic production lines.
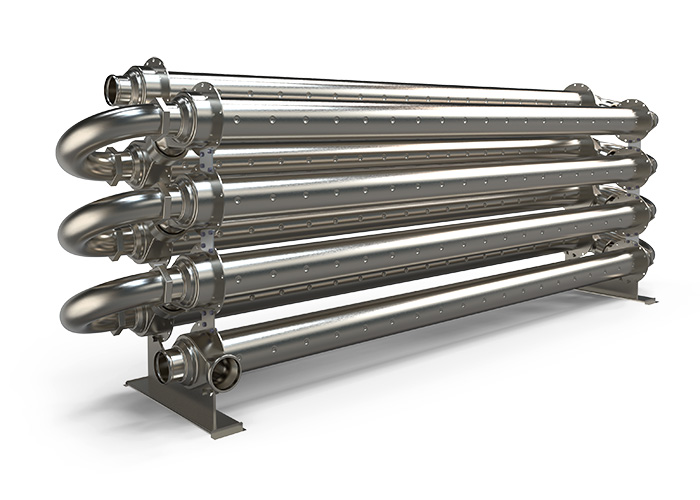
Monotube & Hairpin Exchangers
Monotube and hairpin designs excel with large particulates, fibers, and high-viscosity products. Fully drainable and mechanically cleanable, they are ideal for whole fruit, chunky sauces, soups, and slurries requiring gentle handling and reliable performance.
Multitube Exchangers
Multitube configurations provide higher heat transfer area in a compact footprint. Best for lower viscosity hygienic fluids with small particulates, offering excellent thermal efficiency and full CIP/SIP capability in dairy, beverage, and pharmaceutical lines.
